
 Home
Home



Quenching High Hardness Bohler 618 Ejector Pin with Mirror Polished for Medical Plastic Mold Components
Basic Info.
| Model NO. | EP-048 |
| Product | Plastic Injection Mold |
| Usage | Plastic Injection Mold |
| Delivery Time | 5-20 Days |
| Feature | Durable |
| Color | Customize |
| Quality | High Quality |
| Product Name | Ejector Pin |
| Product Material | Bohler W300 Die Steel |
| Shaping Mode | Plastic Die Mould |
| Accuracy | +/-0.002mm |
| Surface Treatment | Polished, Tin, Ticn, Crn, Dlc |
| Hardness | HRC56 |
| Transport Package | Coated with Anti-Corrosive Oil, Packed in Carton |
| Specification | Customize |
| Trademark | Mingshang |
| Origin | China |
| Production Capacity | 20000PCS/Week |
Product Description
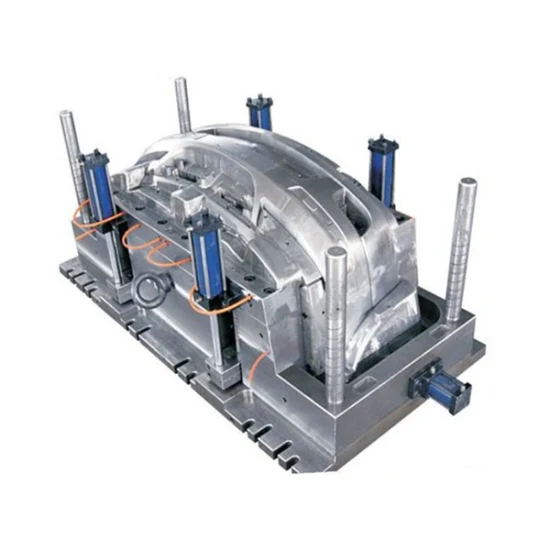
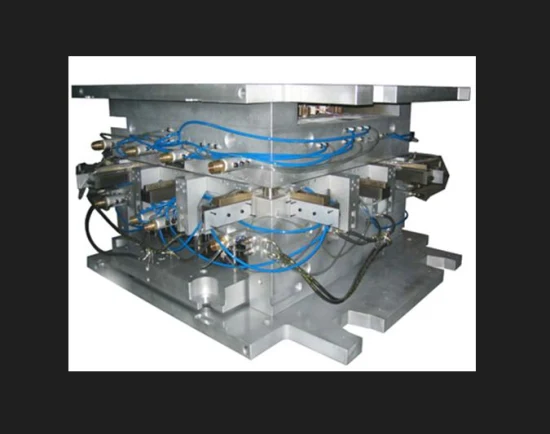
Product Description:In a typical injection molding machine, one half of the mold (the A-side) is attached to the fixed side of the press, and the other half of the mold (the B-side) is attached to the moving clamp side of the press. The clamp (or B) side contains the ejection actuator, which controls the ejector pins. The clamp forces the A and B-sides together, molten plastic is injected into the mold and allowed to cool, the clamp pulls the B-side of the mold away, the ejection pins are actuated, and the part releases from the moldLet's use a mold for a plastic drinking glass as an example. To ensure that the part stays in the mold half with the ejector system, we would design the mold so that the outside of the glass is formed in the cavity of the mold (A-side) and the inside would be formed by the core of the mold (B-Side). As the plastic cools, the part would shrink away from the A-side of the mold and shrink onto the core in the B-side. As the mold opens, the glass will release from the A-Side, and stay in the B-side, where it can be pushed off from the core by the ejector systemIf the mold design were reversed, the outside of the glass would shrink away from the cavity in the B-side and onto the core in the A-Side. The glass would release from the B-side and stick to the A-side where there are no ejector pins. At this point, we have a serious problemAt Protolabs, our design staff uses software tools and extensive experience to make the correct A-side vs. B-side choice. On some parts, it is difficult to predict in advance which side of the mold the part will stick to. Well thought-out part design ensures that the part will naturally stick to the correct side of the mold
Detailed Photo:
Company Profile:1.Dongguan Mingshang Mould Parts Co., Ltd was founded in 2006, located in chang'an town, providing professional and efficient service for the development of mold industry, our management team and technical team has more than 15 years experience in designing and manufacturing plastic and dia casting mold parts, which effictively combined with mold and mold parts technology, and we have the ability to produce all kind of mold insert according to the requirement from the customer
2.The products we made including plastic mold core pin and sleeves, die casting mold core pin and sleeves and movable core components, and also OEM and ODM service are allowed in our company, nowdays the mold pars has been exported to nearly 50 countries including Ameriaca, Spain, Russia, Brazil, British, Czechoslovakia, Germany, Japan etc, and they are widely use in medical, cosmetics and automotion industry
3.The material we use is supplied from ASSAB, heat treatment is supported by well known manufacturer such as Foshan Summit Nikka, Good Profit Heat Treatment and Hongkong Obailee, or any other material can be used according to the different demand, we have also imported equipment such as Takisawa CNC Lathe or Turning Machine, Sodick Electrical Discharge Machine And Sodick Wire Cutting Machine, which makes stable performance and better quality machine for customer to win the trust and praise from the market
4.Our Team always adhere to the principle of "Quality First", In line business philosophy of "On time deliver, Integrity Service" to provide new and regular customer better service
Our Advantage:
1. With More Than 15 Years Experience In Precsion Core Pins Cavity And Pins Insert Pins2. OEM, ODM And Non Standard Service Are Available3. Delivery On Time Promised In Contract4. Prefect Quality Control System5. Free Sample provided6. Without MOQ required7. Instant Communication with 12 hours8. Exact Tolerance Same As The Required



FAQ:
Q1: How Can I Get The Quotation?
A: Please send us information for quote: drawing, material, weight, quantity and request.Q2: If We Don't Have Drawing, Can You Make Drawing For Me?
A: Yes, we make the drawing of your sample and duplicate the sample.
Q3: How About Your Quality Control?
A: 1. Every processing technician mastered the inspection skills in order to check each dimensions during machining; 2. After the completion of processing, parts will be transferred to the QC department for full dimension inspection. 3. Double check before packing to make sure no defective products will be released.
Q4: Do You Have The Surface Finishing Capability?
A: Yes, and divided into the following sections1. Grain surface treatment ---Polishing, fire pattern, erosion, sand blasting2. Electroplating treatment -- Nickel plating, zinc plating, chrome plating, titanium plating, chrome plating , flash chrome plating.3. Coating - TIN, TICN, DLC, TIAIN, CrAIN, CrN